Copy of Article Text Below
.....operation swing into action that the production target for 1976 of 10,000 cars was raised first by 3 per cent and then by 7 per cent. This posed considerable supply problems, for it will be recalled that the Fiestas built at Valencia are put together from components from all over Europe. All the cylinder blocks, heads and crankshaft castings were at first supplied by Dagenham, being dispatched by truck to Liverpool and then by sea to Valencia, though now Spanish supplies of these castings account for more than 50 per cent of them. Other components from outside suppliers in Britain are collected into loads at a consolidation centre near Birmingham, then brought to Valencia by truck, taking 15 days for the run. Components from the German Ford works at Cologne and Saarlouis also come by truck, normally taking eight days, but should there be a shortage of components then special hot trucks with two drivers to each truck reduce the time considerably. The transmission units come from Bordeaux also by truck. More use may later be made of rail links with the rest of Europe as and when the sheer volume builds up, but the difficulty is that the Spanish rail gauge is, like the Russian railways, broader than the rest of Europe so that rail trucks are delayed at the frontier while their axles are changed.
So complex a system can operate only thanks to the excellent communications network - the plant has one of the largest telephone switchboards in Spain -and the extensive use of computers. The computer block is massive, but from it issues at 9 am every morning a complete record of the state of availability of each of the 1600 components needed to feed the assembly lines.
Spain since the death of Franco has been edging back to democracy, and as trades unions which have been illegal for the past 40 years flex their muscles in a drive for members, strikes are no longer unknown. It is therefore likely that production during the next 12 months may grow more slowly than had been hoped owing to the sort of interruptions only too familiar in Britain.
Seven years hard labour
Right from the start our aim has been to build a good small car and not just a cheap small car," said Ford of Europe Vice-Chairman Walter Hayes when I was having lunch with him at Warley recently. A point of view with which Ford of Europe President Red Poling and the Vice-President of Manufacturing, Bill Hayden who were sitting across the lunch table, most heartily agreed.
Which is just one of the reasons why seven years elapsed between the birth of the Fiesta project on September 30, 1969 and the public announcement of the car in Europe last October. Into those seven years has gone a stupefying amount of both financial and engineering effort, most of which has been shared in almost equal proportions between Ford of Europe's two big Engineering Centres, one at Dunton in Essex and the other at Merkenich outside Cologne.
Fiesta engineering was split between these two centres, the Merkenich styling studio being responsible for the body and Dunton responsible for the interior and body hardware, including bumpers. But as Dunton were responsible for such items as door locks and window winding mechanisms, it also made sense that they should assume responsibility for the doors in which all these items of hardware are housed. And yes, Dunton's doors did fit Merkenich's body.
Dunton was responsible for the chassis engineering, including the suspension, steering and brakes - plus the clutch pedal in order to secure its correct location in relation to the brake. As suspension was Dunton's pigeon, it made sense that they should also assume responsibility for liaison on tyres.
Power unit engineering was split to make the best possible use of the different facilities at each engineering centre. Merkenich were therefore responsible for engine structure design and Dunton for the cylinder head, combustion chambers and the engine's economy and emission characteristics. A special emission control laboratory had been added to the facilities at Dunton in 1971 at a cost of over £1 million and was augmented the following year by the addition of two dynamometer laboratories, making the Dunton facilities the best of their kind in Europe. In addition to the normal 37 test beds in the Dunton engine laboratory, a group of six computer controlled test beds was added in 1973.
Ford of Germany had already gained experience the hard way of building front-wheel drive transmissions, for the Cardinal, which was to have been a front-wheel drive Cortina size car for production in the United States but was built in Germany as the Taunus 12M.
After preliminary discussions with Fiat on a project for building a new transmission plant in Spain to produce a common transmission for the SEAT and the Fiesta had broken down, Merkenich were made responsible for the transmission.
Dunton, however, had developed an extensive series of rigs for carrying out the fatigue testing of components and were therefore given this responsibility.
The car's electrics were split between Britain and Germany, Dunton looking after the power supply - the alternator, battery and ignition components - and Merkenich being responsible for the lamps and switches.
Merkenich is now well equipped with wind tunnels, including one for environmental testing in which temperatures can be varied from -40 degrees to extremes of heat. The performance of the heater and the windscreen wipers under extreme conditions was therefore Merkenich's responsibility. Dunton's atmospheric test cell, on the other hand, was employed for checking on engine emission and general engine behaviour at high altitudes.
Crash testing was carried out at Merkenich which has concrete block facilities, the car on test being drawn into the wall by an electronically controlled electric motor to ensure the precise speed required on impact, thus making subsequent tests strictly comparable. Non destructive testing for such items as seat belt attachment points was carried out on Dunton's high speed sledge.
Such a joint programme is obviously workable only with the closest collaboration between the people involved and in fact this collaboration has now built up to an extent which surprises even those involved. Needless to say,.....
Captions -
Top-Right - Where the multi national components come together: Ford's Valencia plant
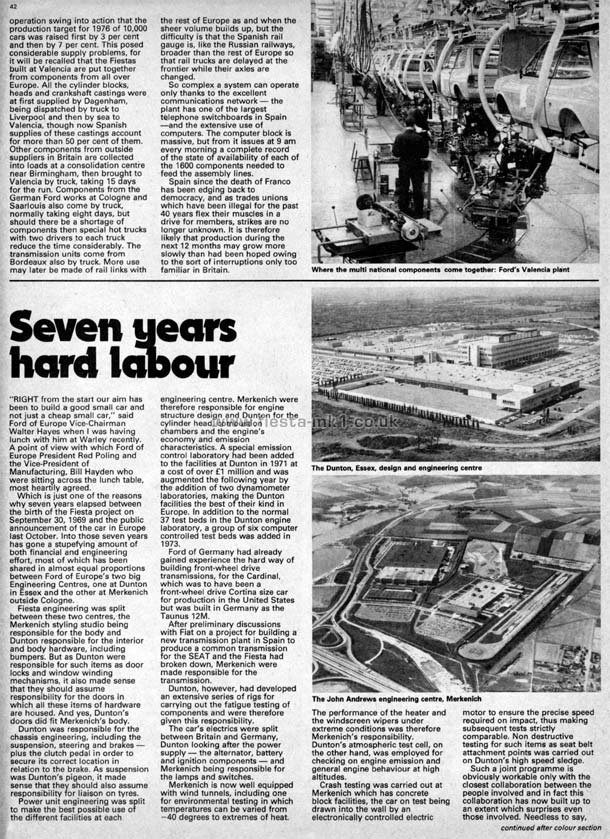
Middle-Right - The Dunton, Essex, design and engineering centre
Bottom-Right - The John Andrews engineering centre, Merkenich
|